

Februari . 14, 2025 11:48 Back to list
coated duplex board grey back products
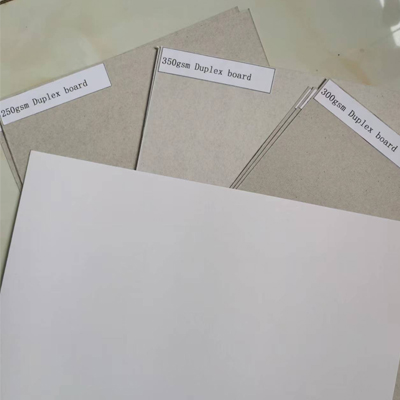
Coated duplex board grey back products are a vital component in the packaging industry, revered for their exceptional blend of quality, versatility, and cost-effectiveness. These boards are crafted with a dual-layer structure, featuring a white coated surface on one side and a grey back on the other. This design makes them ideal for a variety of applications, particularly where print quality and appearance are important.
Trustworthiness is enhanced by certifications from renowned forest stewardship councils and adherence to sustainable sourcing practices. This underscores the commitment to environmental sustainability, and reassures consumers and businesses of the product's ecological credentials. Furthermore, coated duplex boards are designed to be food-safe, emphasizing the manufacturer's dedication to consumer safety for packaging that comes in contact with food items. Professionals have shared a wealth of real-world experiences with coated duplex board grey back products. Operators in the packaging industry laud the product's reliable performance in protecting goods while providing a visually appealing exterior. Their feedback consistently highlights the balance between aesthetic appeal and structural integrity as a significant advantage. For businesses aiming to enhance their packaging solutions, integrating coated duplex boards into their strategy offers numerous benefits. Not least among these is cost efficiency; compared to other high-quality packaging materials, these boards provide an economic option without sacrificing quality. This is particularly important for small to mid-sized enterprises looking to maximize their budget while still maintaining a strong brand presence. In conclusion, the advantages of coated duplex board grey back products are clear. This exceptional packaging material combines expertise, sustainability, and cost-effectiveness, making it a prime choice for manufacturers across various industries. As consumer demand for environmentally responsible solutions grows, the role of such products in balancing quality and eco-friendliness cannot be overstated. By leveraging these materials, businesses not only enhance their product's marketability but also contribute positively to sustainability initiatives, strengthening their market position and supporting broader environmental goals.

Trustworthiness is enhanced by certifications from renowned forest stewardship councils and adherence to sustainable sourcing practices. This underscores the commitment to environmental sustainability, and reassures consumers and businesses of the product's ecological credentials. Furthermore, coated duplex boards are designed to be food-safe, emphasizing the manufacturer's dedication to consumer safety for packaging that comes in contact with food items. Professionals have shared a wealth of real-world experiences with coated duplex board grey back products. Operators in the packaging industry laud the product's reliable performance in protecting goods while providing a visually appealing exterior. Their feedback consistently highlights the balance between aesthetic appeal and structural integrity as a significant advantage. For businesses aiming to enhance their packaging solutions, integrating coated duplex boards into their strategy offers numerous benefits. Not least among these is cost efficiency; compared to other high-quality packaging materials, these boards provide an economic option without sacrificing quality. This is particularly important for small to mid-sized enterprises looking to maximize their budget while still maintaining a strong brand presence. In conclusion, the advantages of coated duplex board grey back products are clear. This exceptional packaging material combines expertise, sustainability, and cost-effectiveness, making it a prime choice for manufacturers across various industries. As consumer demand for environmentally responsible solutions grows, the role of such products in balancing quality and eco-friendliness cannot be overstated. By leveraging these materials, businesses not only enhance their product's marketability but also contribute positively to sustainability initiatives, strengthening their market position and supporting broader environmental goals.
Latest news
-
Premium Duplex Board Paper GPT-4 Turbo Enhanced for Packaging
NewsAug.03,2025
-
Premium Decor Base Paper | GPT-4-Turbo Enhanced | Durability
NewsAug.02,2025
-
Premium Decor Base Paper: High-Durability & Eco-Friendly Substrate
NewsAug.01,2025
-
Premium Duplex Board for AI with GPT-4-Turbo
NewsJul.31,2025
-
Premium Decor Base Paper | Durable & Versatile Prints
NewsJul.31,2025
-
High-Quality Furniture Decoration Paper for Stunning Interiors
NewsJul.30,2025